Ratgeber Produktdifferenzierung
Info
In the lower accordions we have collected and answered the usual questions about plastic ice. We are as much a fan of real ice as any other. We see the plastic as a perfect complement and enrichment for ice sports and not as a substitute. We will go so far and claim that without the establishment of plastic ice, ice sports have a much heavier future. Unfortunately, this does not apply to plastic ice in general. There are certainly products that harm the market rather than support it. These questions and our statements result from almost a decade of experience with plastic ice and more than 20 years of work in the plastics industry. We hope you find out what you are hoping for. If not, we are always available.
Plastic ice is, as the name suggests, made of plastic.
For the history of plastic ice, please read in paragraph"History".
Basically, there are two "genera" of plates:
Plates with additional lubricants :
For this kind of plates some additional lubricant is necessary. These are, depending on the provider, different products. Safe and toxic products. As safe products for example: PEG and glycerin . As toxic are silicates and benzene-containing substances, such as kerosene, diesel, etc.
Here, the lubricant is applied to the plastic plate regularly. How often the lubricants are applied depends on the type of plates. Contrary to the information of most providers this must be applied more often per day depending on the frequency. Even after rain or cleaning, it has to be re-applied every time. This should be applied very even and precisely, if not then a very strong break effect occurs and the skater can fall down. Thus all the lubricants are immideatelly on the clothes. Result: the clothes are dirty and this spot has no lubricants anymore. Also during braking, the lubricant is pushed on a side. More about it : „How does sliding on plastic work? "
Plates with integrated lubricant:
Here is / are the one or more lubricants applied into the material in the pressing process. Thus, the plate does not need to be additionally lubricated (at least theoretically).
But there are important differences as well. There are many different additives and different viscosities. Finally, thousands of possible combinations. Finding the optimal combination is a real diligence. If somebody has found the optimal combination, ethen this is impossible to copy.
Here it is important to know that, depending on the additive, the substances diffuse out of the material. That can go fast or slow. Many suppliers have substances that needs weeks to partly diffuse. Then the self-lubrication fails and it has to be sprayed again. Also with the production parameters many mistakes can be made. If heating values and cooling values do not match, then the best additive does not help. A simple test is to check the plate for strong "oiliness" on the surface. If there is something tangible here, it is either a new plate, where the additive diffuses out too quickly, or you also have something sprayed on it. In any case, you will not have much fun here.
From what kind of plastic are the plates made?
There are countless types of plastic. You could even write a book about that. (someone did that already)
However, we limit ourselves to the type of plastic that is actually used exclusively for this purpose.
Polyethylene or short PE.
For the production of typical „Ice“ - PE –plates has 3 production processes:
1. pressed (sintered)
2. extruded
3. sprayed
About 1. pressed (sintered)
General:
The plate is made of PE granulate, PE grit or PE powder raw materials. The raw material is placed into a form and the form is then placed in a press. (most common materials PE 500 und PE 1000) This heats up the raw material to the melting point and presses the raw material into the form. Thereafter, the plate is cooled. The exact temperature, the pressing pressure and the cooling parameters are slightly different, depending on the manufacturer and the product . In the plastics industry, these production parameters are often a secret. The reason for this is that these parameters are most crucial as the disk will work later.
Also, some additives such as UV stabilizers could be placed. Please ask about that. Panels without UV protection can not be used outdoors for a long time. Hier wird manchmal auf Grund von Gewinnoptimierung gespart. This is often a reason to save money due to profit optimization.
Standard-PE-plates with lubricants (see also up):
Most sold plates are pure standard industrial PE plates and have no big secrets. However, the companies that sell these plates and most of thier oun production usually are very restrictive in giving information about it. There is usually only "Commercial secret". Rudimentary information can always be given, even if the details can of course remain secret. If you want these, then you can also buy directly from the PE panel producers and save 30-60%. Then choose one of the lubricants from above, thus you have the same plate that most "manufacturers“ have. Yes, you are reading it right, many "manufacturers" really sell these records and do good marketing and stories around.
PE sheets with additives (integrated lubricant) or other additional materials:
Here is the above written "plates with integrated lubricant". It should be said here that in addition to additives other plastics and materials are involved. Currently there are roughly 3 manufacturers who work with additives. But as it was said before, that's not easy. Fortunately, analyzing and stealing is not possible here. Because the production process itself plays a crucial role.
About 2. extruded
Here, the granules are compacted only by a "hot" screw. The pressure here is comparatively modest and can not be compared with pressed plates. They are considerably softer and lock much faster. The raw material (granules) is usually PE 300. The plates are usually also offered relatively thin, usually ½ "= approximately 12mm. There are two blatant problems here. The very soft consistency of the abrasion is tens of times stronger than pressed plates. The skids are also very deep and leave noticeable traces. Another problem is that the plates are extruded in one direction, meaning that the molecules are oriented in that direction accordingly. Thus, the typical expansion of plastics with increasing heat in the X and Y direction is different. This mainly causes problems when for example Plates are laid with puzzle connection and the plates are rotated 90 °, or not laid in the extrusion direction, then the plates expand differently in different directions and the plates jump out of the connection. These products are sold almost exclusively by companies from the USA. There are no self-lubricating plates today. The additives are difficult or even impossible to insert. Lubricants will definitely be needed.
About 3. sprayed
The raw material here is also mostly PE 300. The pressure here is also not higher. That is why the product is very soft. During spraying, the plastic is injected into a form. The advantage is that the sprayed plate hardly has to be reworked. Pressed and extruded sheets must be reworked and also the connecting system need to be milled. For a sprayed plate is very inexpensive to manufacture. Unfortunately, the process also has disadvantages. It has already been mentioned that the plates are very soft and thus wear out heavily and get deep marks very easily. Another disadvantage is that the dimensions of the plate are not very large. Bigger than 50cmx50cm is not recommended. Thus, the offered plates are smaller. Since the construction also saves a lot of material, the plates are very light and require less material. So they are very afordable. Unfortunately, the joy does not stay long. Here it is basically a bit easier to add additives. Thus, there is something similar to self-lubricating. Unfortunately, these additives diffuse very quickly and then you have to spray them again. At the moment I know only one manufacturer.
The different production processes can be found in the section "The Production Processes".
Skating on ice is like you literally skating on water. The weight of the skater, who exerts pressure on the blade, converts the state of matter from solid (ice) to liquid (water). The resulting film of water makes it possible to glide on ice. Of course, this cannot be achieved with plastic. Even the heaviest person is not enough to change the state of aggregation. That is why the idea of adding an extra lubricant to the previous generations of plastic-ice came up. This is very close at first. If you cannot change the state of aggregation to liquid, you put something liquid on. But this will cause great disadvantages. Disadvantages of using lubricants.
The lubricant must be applied everywhere and above all evenly. If that is not the case, then there will be dry spots.
The application of the lubricant takes a long time. It has to be repeated constantly depending on the frequency of use and temperature.
The lubricant will absorb dirt, which results that the plastic floor becoming uneven and thus greatly impairing sliding.
Depending on the lubricant, there are also some harmful ingredients, which is dangerous especially for children.
Furthermore, when you land on the floor, some lubricants leave unsightly stains on the clothes.
This implies that there must be a solution that works without additional lubricant. For this purpose, a so-called self-lubricating plastic was developed. This has been manipulated so that it has integrated the lubricants.
More information in this field : " What is plastic ice and how many types of it exist?"
In the synthetics industry, numbers are repeatedly mentioned that express the ability to slide on plastic ice against real ice.
Often we talk abut 90, 95, or even 98%. It is not only uninhibited lying, it is usually also accompanied by the ignorance of the providers, but above all thi is a total nonsense.
Almost all providers in this industry are neither manufacturers nor researchers. They have no idea about the matter and much of it.
If the questions go deeper, then often the answer comes, "the components and procedures are top secret".
Most plates come mostly from Germany, manufacturers and are mostly pressed standard industrial plates made of PE 500. Other plates are made of PE300 and extruded.
To increase the sliding property different lubricants are used, which are sprayed on most.
The specified floating values are all fictitious and probably come from marketing.
For this reason, I would like to show you a few values from materials science.
Rudimentary scientific study of the slipperiness of a steel skid on ice and plastic:
I would like to do this on the basis of the friction coefficient, or friction coefficient.
This value, represented by the character μ, is a measure of the frictional force in relation to the contact force between two bodies.
A distinction is made between static friction (μH) and sliding friction (μG).
The difference is easy to explain.
In sliding friction, the friction surfaces move relative to each other, while they do not do so in the static friction.
In the following, I will show you these values, just pay attention at the value of the sliding friction.
The friction coefficient μ between steel and plastic is definitely higher than steel on ice.
Here are the values for steel on ice:
Sliding friction coefficient : steel on ice µG=0,014
Static friction : steel on ice µH=0,027
In comparison to steel on plastic (optimal values):
Sliding friction: steel on plastic µG=0,2 - dry
Static friction : steel on plastic µH=0,25 - dry
Sliding friction: steel on plastic µG=0,04 - lubricated
Static friction : steel on plastic µH=0,05 - lubricated
Alone from these values, anyone can recognize that with dry plastic (PE) the values are about 20 times higher than with ice.
When static friction about 10x higher.
Even in the lubricated versions, PE roughly has a 3-4x higher value than ice.
At the static friction just about twice as much.
It should be noted here that I have taken the best values from the table.
The plates are mainly polyethylene PE, which is also the basis of the upper values.
Now just a little Math:
Sliding friction:
0,014 (friction coefficient steel-ice) corresponds to 100% lubricity
0,04 (friction coefficient steel-PE) then corresponds to 35% and no 98% lubricity
Please remember that are values with lubrication.
However, it should be mentioned that significant improvements have been made in the area of lubricants.
Thus, the best product with lubricant today comes to values between 50-60%. And for sure not 90.95.98,--%.
At the beginning, the self-lubricating plastics also had values between 40% and 60%.
This has not improved this days. Thus, these versions do not give anything, at least on this level.
The other disadvantages of lubricants can be found in the section: „How does gliding on plastic ice work?“
Here I would like to do a bit of self-promotion. LIKE-ICE! in 2009 was the first manufacturer in the world to offer a self-lubricating plate. At that time with approx. 45% gliding ability.
In the meantime we are 4 generations further and have reached laboratory values of almost 80%.
Exactly 78.7%. A bit of uplifting should be allowed.
The best self-lubricating competitor has about 62%, which in any case is already above the lubricant suppliers.
I have only used standard values from German universities or from spreadsheets.
However, we do our comparison tests ourselves.
The DISK-Test:
However, I did not want to use this in the scientific analysis, because this could possibly have the unscientific valuation aftertaste, thus we could be considered one sided.
If you still want to know how we tested the products, here is a short presentation: We check the various values with the so-called DISK test. Here, the material pattern is stretched in a circle on a rotating plate. Then the blade is pressed from above with different force. The sensors measure the speed loss. From this value, the friction coefficient is determined mathematically. Also, a real ice disk was set up to have an base value. We organize a sample of material from almost every competitor and also stretch it. Thats how we know exactly what the competitors' values are. However, releasing these would only provoke massive anger and our company would probably have to recruit some lawyers. In personal conversations, we can gladly give you more information. With this disk test we also measure the abrasion, the press-in depth and the heat development of the blade.
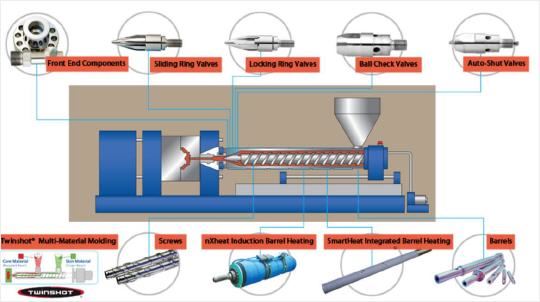
Injection
In injection , a so-called tool (injection mould) is created. In this form, the liquid hot plastic is injected and fills the cavity of the form.(See in picture) Thereafter, the plate is ejected from the shape and cooled in the air.
Advantages/disadvantages of Injections
Advantages:
The geometry is freely modelable and the "plate" does not have to be massive. Material can be saved on the underside and the massive surface can be replaced by webs etc.Once the tool has been created, you can produce countless plates in a very short time. The plates are virtually finished and need hardly any additional work.
Thus, these plates are very inexpensive to produce. Less material and no rework, as well as short cycle times, bring significant savings.
Disadvantages:
Unfortunately, no high molecular weight polyethylenes can be used. These plates are mostly made of max. PE300 manufactured and thus are very soft, which has a higher wear and tear ,and the driver pushes very far into the pad, resulting an unwanted braking effect. The heavier the driver, the worse the sliding properties.
The size of the plate is usually much smaller than its counterparts because the injection molding maschines can not inject in big amounts at one time. This also results in a considerably higher assembly costs and there are considerably more junctions.
Extrusion
Here, the plates are produced almost similar to those in injection molding, but the "injection process" is continuous. A screw presses the heated granules as a slurry through the matrix(nozzle) with about 1200mm width us usually about 12mm thickness. It creates a kind of endless plate, which is cooled through the treadmill. This is then cut into segments and then reworked by machine.


Advantages/ disadvantages of extrusion
Advantages:
Again, this type of production is inexpensive. Compared to the injection molding process, however, the plate is massive.
Disadvantages:
Unfortunately, no high molecular weight polyethylenes can be used. These plates are mostly made of max. PE300 manufactured and thus are very soft, which has a higher wear and tear ,and the driver pushes very far into the pad, resulting an unwanted braking effect. The heavier the driver, the worse the sliding properties.
The size of the plate is usually much smaller than its counterparts because the injection molding maschines can not inject in big amounts at one time. This also results in a considerably higher assembly costs and there are considerably more junctions.
Pressed/ sintered
In this process, the raw material is introduced into a form which varies in size depending on the type of press. There are small presses, with e.g. 1x2m and larger presses with e.g. 6x2m.
These forms (like baking trays) then come into the press. Here comes the counterpart and presses the raw material into its shape. It is heated and pressed at the same time. How long, how hot and with what pressure differentiates depending on the manufacturer and application. Also, depending on the manufacturer and application, the plate is cooled in the press. Thereafter, the plate rests for some time and is only mechanically processed when the material tension is reduced.
This process can be used on high molecular weight plastics. The production parameters have a considerable influence on the material properties. Likewise, the additives can be incorporated very well here. These are integrated homogeneously or chaotically by the process into the molecular lattice, depending on the parameter. With thousands of additives and almost infinite combinations of additives and production parameters, there is plenty of room for research and empirical combinations. Here, experience and know-how are needed to produce the optimum plate.



Advantages/ disadvantages of press
Advantages:
By using high molecular weight PE (PE 500, PE 1000 or others), the plate has significantly less wear and the skater can not press so deeply. These plates glide without additives better than their counterparts. Depending on the manufacturer the sliding behavior can be improved by special additives.
Most providers, however, use external lubricant, since the plate is already good itself in sliding.
Disadvantages:
As you can easily guess, this method is the most expensive. Alone the production process generates considerably more costs. Then the material is more expensive and the process time is considerably longer.
Mechanical machining
The extruded and pressed plates must be mechanically processed. This is done with a CNC milling machine or with simple tongue and groove connection with a profile milling machine.
Some connection systems even have to be milled from two sides.


A central topic, if not the most important subject at all, is the connection technology.
Why?
Plastic has the property to expand when heated and shrink when cooled. Thus, the connection between the plates is extremely claimed. Not all connections are therefore really suitable, or partially completely disabled.
Example:
A playing field with a size of 15x30m has a weight of about 9t. From the perspective of the middle plate, a tensile or compressive force occurs in all directions of a few tons.
At about 30 ° Temeraturdifferenz expands the area (or shrinks) up to 30cm.
For even larger fields, such as 60x30m, the pad has a weight of more than 30t. At about 30 ° Temeraturdifferenz the area expands (or shrinks) up to 60cm.
Which forces act here on the connection is hard to imagine. With this information, you are now able to estimate subsequent connection systems yourself.
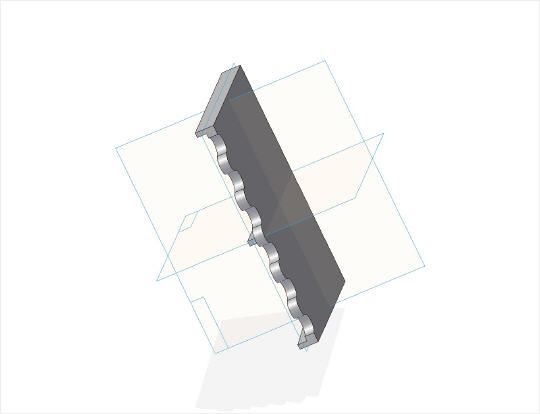
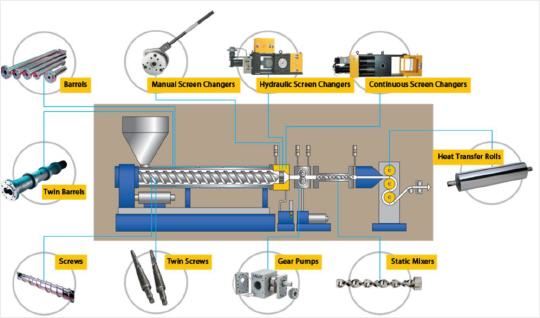
Groove and tongue system
Here, a groove is milled on two sides of the plate and on the opposite sides a tongue, or a nose. It is also possible a circumferential groove and introduction of a lamella. (see sketch)
In general, the connection is made with 3-4 plastic bolts (long side) and 2 bolts (short side), which are hammered into a corresponding hole, or small 6mm hexagon screws. During assembly and disassembly, this leads to the fact that the holes are drilled again and again and at some point the edge is perforated correctly.

Advantages:
Cheap to produce, without CNC only with milling machine. Locked horizontally and vertically.
Disadvantages:
No real traction horizontal, additional connection element necessary. Small bolts or screws between 6-8 mm must be hammered or screwed. Elaborate disassembly, no removal of plates in the area possible. When rebuilt often new holes must be drilled. This will eventually completely perforate the tongue.
Use:
small areas, indoor
Substructure:
even, can have small bumps

Groove and tongue after approx. one year

Groove and tongue after approx. 2-3 years

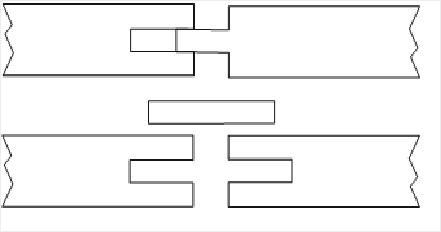
H-, C-, or other profiles
Here, a groove in C or H-shape is milled on all sides of the plate and inserted as a compound plastic profile in C, H-shape or other form (see sketch)

The plastic profiles are driven sideways. This is very difficult and expensive.
Advantages:
Cheap to produse, without CNC only with milling machine. Locked horizontal and vertikal. Significantly more form-fitting stable connection than tongue and groove connection.
Disadvantages:
Expensive assembly and disassembly, no removal of plates possible. Additional connection element necessary. Use:
indoor, outdoor, stationary areas.
Substructure:
even, can compensate for small bumps
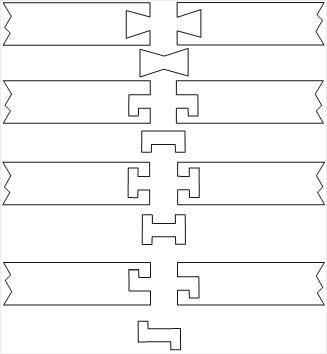
Puzzle System
Here a puzzle or a dovetail is milled on all sides. (see sketch)
Basically, this technique has some advantages over tongue and groove and the profiles, but must already be CNC milled. The plates are usually symmetrical and can be used arbitrarily. (ATTENTION: Theoretically, that's the case, but in practice this only applies to pressed plates. In the case of extruded plates, the expansion ratios in the X and Y directions are different and therefore there are immense tensions between the plate-predominantly producers from the USA)

Advantages:
still reasonably cheap to produce, but with CNC. Only locks horizontally. Significantly more form-fitting stable connection than tongue and groove connection in horizontal direction. Easy construction. Removal of individual plates possible.
Disadvantages:
no adhesion vertical. For thin plates and slightly larger surfaces, the pin turns out at tensile forces.
Use:
indoor, outdoor, mobile surfaces, small area.
Substructure:
The substrate must be perfectly designed because of the unfixed vertical orientation.
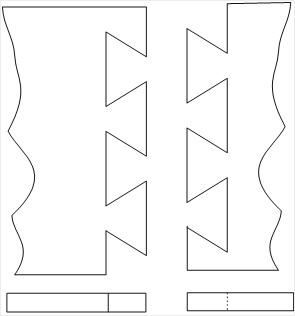
3D Puzzle - Quickconnect = protected LIKE-ICE!
As you could see, the different connection systems have their pros and cons. The 3D puzzle of LIKE-ICE! here combines the advantages of the previous systems, without the disadvantages.
3D Puzzle means that the puzzle system is not continuous, but leaves a rest, which is used as a stop and stabilizes the pin considerably. At the same time, the plot locks the vertical position, resulting in a perfect surface. On this even a puck runs without any disturbances. The plates are designed so that the adjacent plates interlock the other plates so that they stabilize each other vertically. For extreme weather conditions, really unclean ground even large areas, the company has registered another patent, which has an additional lock to completely eliminate the vertical movements.
On the market there are 2 companies copying this system unlicensed. Here everyone should be careful, because possibly threatens to reverse.

Advantages:
Locks vertically and horizontally with extreme traction. Tensile forces up to 80 t possible. Significantly more positive and thus more stable connection than other systems. Easy construction. Fast assembly and disassembly. Removal of individual plates possible.
Disadvantages:
Expensive connection system, therefore more expensive in production
Use:
indoor, outdoor, mobile surfaces, stationary surfaces, any surface size.
Substructure :
The ground should be more or less even.
Welding

This is possible in principle, but completely priceless for surfaces. The technology is based on extruder welding machines with a "welding wire" made of the corresponding PE material. The plates could also be welded differently, but unfortunately not on site. Another disadvantage is that in the case of sheets with additives or structurally modified plastics, the properties at the seam are lost. For special applications but often the only solution. Example bobsleigh track.
Glue

At one time or another manufacturers have appeared who wanted to glue the compound. Such nonsense keeps coming up. Actually only completely clueless sellers do that. It is NOT possible to glue PE. Although there is the possibility of etching or firing the interface, with these forces the durability of the suture is often only a few days.
In the following picture, a provider with a puzzle system attempts to glue the boards to the floor. A completely nonsensical undertaking, the plates are actually laid floating, because he moves a lot. With temperature fluctuations, this connection is no longer available after minutes, or hours. Here it is also obvious that this is only partially done to get a grip on the vertical distortions.
CONCLUSION
Since, as some of the other chapters described, no real manufacturers, or developers are active in the market, still connection systems are sold, which look good when laying short, but not meet the requirements in everyday life. Not even a handful of vendors develop and manufacture, and above all, install and service their "Ice Rinks" themselves. Many products are produced by one and the same manufacturer and sold under different names. Here is the fast money. Simple PE plates and cheap connection system coupled with a crazy price bring maximum profits. Here you can then directly contact corresponding plastic producers and save far more than 50%.
None of the tongue and groove providers have reference areas over 400m² (if any), which are more than one season. You will notice that quickly if you ask about it.
In the end, however, the price-benefit ratio applies. If I want a small area (max 100m ²), a cheap, even thinner plate with a jigsaw should suffice. Typical would be the use in private and cellar rooms, small stages, in one for children, etc. Here you can also quickly open and lower the plates. However, here most suppliers are not self-lubricating and the plates must be sprayed with a lubricating fluid.
For the summer ice rink it also does a used tongue and groove plate. This can be laid quickly in the typical 2m lane width and should be cheap to organize.
In general it can be said that up to a size of approx. 150m² each technique can be used.
For larger surfaces, only profile connections and 3D puzzles are suitable. If a surface reliably remains permanently, the profile technology is also a good product.
If you want a high-quality connection with appropriate flexibility with occasional or more frequent assembly and disassembly, then 3D Puzzle system is just right and there are no other alternatives to it.
The prices depend on the material used, the production process and the respective company policy.They range between 100-250 € / m⊃2 .
As explained in the section "What is plastic ice and which species are there?", there are different production processes which have a strong influence on prices. Another factor is the connection systems, which do not have much influence on the price. Read more about it in the section: "Which connection systems are there?"
Splashed plates: This is the lowest priced product. It is between 80, - and 120 € / m². As mentioned elsewhere, the product is very soft and has high wear. The pure wear layer is only about 5mm thick. Lubricants are necessary, even though it has been stated that it is integrated.
Lubricants are necessary, even though it has been stated that it is integrated. They are between 100, - and 170, - € / m². Here are only products with lubricant known..
Pressed standard PE plates with lubricant: The standard PE plates with lubricant usually 18-20mm thick. Lying between 140, - and 220, - € / m². (there are also more expensive providers, which only have a special product in marketing)
Self-lubricating press plates: The self-lubricating plates are slightly more expensive, but have no operating costs for lubricants. They are between 170, - and 250, - € / m². Here you really save money in the company. Unfortunately, the lubricants have quickly disappeared in various products. Then also lubricants must be used.
Below is a table that combines the cost of acquisition with the operating costs and compares the products.There you can see that the obviously cheap product is usually even more expensive in the first year than self-lubricating plates.
Vergleichstabelle

About 50 years ago, various manufacturers in the USA experimented with synthetic ice products.
The first panels were made of wood and were coated with different plastics. The lubricity was very low. The application of different sliding substances did not significantly improve this.
Very often skaters would cut the coating with ski schoes ,which allowed the lubricant liquit to be absorbed in the wood and the wood became very swollen. The plates did not fit together very well and thus at the connection there were abutting edges.
Despite all these problems the idea was not given up and some manufacturers worked hard, as it was definitely a good training opportunity in summer. Due to the higher sliding resistance, the athletes experienced a faster strength and endurance build-up, which they could transfer into speed on real ice.
At the end of the 90s, the latest material alloys led to an innovation leap in the industry. Panels were made entirely of high-quality plastics, which are very close to the natural ice and are passable with conventional ice skates. Some materials can now be used without externally applied lubricants. By computer-controlled milling machines, the individual plates could be connected without abutting edge.
Thus, the material is now world-wide and is used for training purposes meaningfully.
In the US, more and more coaches and rink operators who are already familiar with plastic ice for historical reasons are completely abandoning skating rinks and set up entire training grounds with plastic ice. The properties of ice are now so well mimicked that even NHL professional riders perform their pre-season on synthetic ice.
For some time now, plastic ice surfaces are beginning to assert themselves in Europe. The trainers and users see the benefits for their training and compare the products no longer equal with ice.
Not long time ago self-lubricant plastics appeared on the market, which doesnt need any additional lubrication.
Now it is time for the European federations to allow these areas at least as a training area. Admission for the lower leagues would also be desirable as it would allow much more hockey fans access to this sport. An increase in the number of members would also have to be desirable for each participant.
The fear that plastic is preferred to the ice, one can forget confidently, since the plastic will never be able to replace ice. Even if it glides so well and imitates many qualities, it will never be cold ;-)
Touristic use:
Perfect for communities, Tourist associations and many more to extend the duration of stay, prolongation of the season (year-round operation), as an additional attraction, a fun program during bad weather….
Sport use:
Perfect for communities, Ice sports clubs and many more to extend the season (year-round operation), for cost savings, as an additional ice surface, for training purposes…..
Commercial use:
Perfect for Gastronomy, Hotel indstry, different events, summer toboggan runs, event centres/exhibitions/markets, shopping malls, circus/zoo, retail chains/furniture stores…, spa/swimming pools, skilifting/mountain railways, golf fields, minigolf assets, sport instalation….extend the duration of stay, as additional offer and to increase the income.
Use in details:
-Hockey/figure skating:
-Goalkeeper training
-Running technique
-Rink technique
-Pass technique
-Kick technique
-Coordination
-Jumping
-Pirouettes
-Lift figures